
27.5.2016
Pintakäsittelymestari Jari Salovuori, 3M
Mestarinäytön kirjallinen osuus
Pintakäsittelymestari Jari Salovuori, 3M
Mestarinäytön kirjallinen osuus
Hiontakarkeudet ajoneuvo- ja tuotemaalauksessa
SISÄLLYS
1.JOHDANTO………………………………………………………………………..1
2.HIONNAN TARKOITUS………………………………………………………..2
3.HIOMATUOTTEEN RAKENNE JA P-KARKEUSLUOKITUS………......3
4.KUIVA- JA VESIHIONNAN KARKEUSVERTAILU……………………....4
5.KUIVAHIONNAN EDUT………………………………………………………. 7
6.YHTEENVETO……………………………………………………………………….
1.JOHDANTO………………………………………………………………………..1
2.HIONNAN TARKOITUS………………………………………………………..2
3.HIOMATUOTTEEN RAKENNE JA P-KARKEUSLUOKITUS………......3
4.KUIVA- JA VESIHIONNAN KARKEUSVERTAILU……………………....4
5.KUIVAHIONNAN EDUT………………………………………………………. 7
6.YHTEENVETO……………………………………………………………………….
1. JOHDANTO
Näyttötyöni aihevalinta liittyy kiinteästi omaan työalaani. Olen työskennellyt vuodesta 1989 alkaen Suomen 3M Oy:n palveluksessa autotuoteryhmässä. Työni on tuotemyynnin lisäksi ollut toimia teknisenä kouluttajana uusille tuotteille sekä tekniikoille joita edustamani yritys kehittelee ja tuo markkinoille.
Olen toiminut useina vuosina ammattioppilaitoksille suunnatussa Taitaja-kilpailuissa tuomarina sekä automaalauksessa että korikorjauksessa. Kilpailuja on järjestetty Espoossa, Turussa, Oulussa, Tampereella sekä Vaasassa. Lajikohtaisissa kilpailuissa valitaan Suomen parhaimmisto, joiden kautta erikseen karsitaan edustus World Skills kilpailuun. Nämä kilpailut ovat yksi erinomainen tapahtuma olla yhteydessä alan kouluttajiin ja tuleviin ammattilaisiin, sekä jakaa että saada uusinta tietoa tekniikoista ja tuotteista.
Olen myös pitänyt tuotekoulutuksia säännöllisesti autoliikkeille, kolarikorjaamoille ja ammattioppilaitoksille heidän tarpeelliseksi kokemistaan tuotealueista kuten hionta, kiillotus, muovinkorjaus ym.
Näyttötyön tarkoituksena on tuoda maalaamotyöntentekijöille sitä tietoa jota työnantajani, hiomatuotteiden valmistaja 3M, on selvittänyt omassa tuotekehittelyssään ja sekä yhteistyössä maalivalmistajien kanssa.
Hiontaprosessit ovat kehittyneet kuluneiden vuosikymmenten aikana välivaiheiden kautta täysin käsin suoritettavasta vesihionnasta tämän päivän tuotantotehokkaaseen, pääosin koneella suoritettavaan, kuivahiontaan. Hionnan kehitys on tuottanut työntekijöissä monenlaisia ajatuksia ja on syntynyt hiontaan erilailla suhtautuvia koulukuntia. Tässä työssä pyrin selvittämään kuivahiontamenetelmän tehokkuutta, sekä sen verrattavuutta vesihiontaan.
Näyttötyöni aihevalinta liittyy kiinteästi omaan työalaani. Olen työskennellyt vuodesta 1989 alkaen Suomen 3M Oy:n palveluksessa autotuoteryhmässä. Työni on tuotemyynnin lisäksi ollut toimia teknisenä kouluttajana uusille tuotteille sekä tekniikoille joita edustamani yritys kehittelee ja tuo markkinoille.
Olen toiminut useina vuosina ammattioppilaitoksille suunnatussa Taitaja-kilpailuissa tuomarina sekä automaalauksessa että korikorjauksessa. Kilpailuja on järjestetty Espoossa, Turussa, Oulussa, Tampereella sekä Vaasassa. Lajikohtaisissa kilpailuissa valitaan Suomen parhaimmisto, joiden kautta erikseen karsitaan edustus World Skills kilpailuun. Nämä kilpailut ovat yksi erinomainen tapahtuma olla yhteydessä alan kouluttajiin ja tuleviin ammattilaisiin, sekä jakaa että saada uusinta tietoa tekniikoista ja tuotteista.
Olen myös pitänyt tuotekoulutuksia säännöllisesti autoliikkeille, kolarikorjaamoille ja ammattioppilaitoksille heidän tarpeelliseksi kokemistaan tuotealueista kuten hionta, kiillotus, muovinkorjaus ym.
Näyttötyön tarkoituksena on tuoda maalaamotyöntentekijöille sitä tietoa jota työnantajani, hiomatuotteiden valmistaja 3M, on selvittänyt omassa tuotekehittelyssään ja sekä yhteistyössä maalivalmistajien kanssa.
Hiontaprosessit ovat kehittyneet kuluneiden vuosikymmenten aikana välivaiheiden kautta täysin käsin suoritettavasta vesihionnasta tämän päivän tuotantotehokkaaseen, pääosin koneella suoritettavaan, kuivahiontaan. Hionnan kehitys on tuottanut työntekijöissä monenlaisia ajatuksia ja on syntynyt hiontaan erilailla suhtautuvia koulukuntia. Tässä työssä pyrin selvittämään kuivahiontamenetelmän tehokkuutta, sekä sen verrattavuutta vesihiontaan.
2. HIONNAN TARKOITUS
Ennen maalausta tai pinnoitusta esikäsittelynä käytetään suihkupuhallusta, mekaanista hiontatyötä tai niiden yhdistelmää. Suihkupuhaltamisen tarkoitus on puhdistaa pinta ruosteesta tai vanhasta pintakäsittelystä tiettyyn puhtaustasoon ja samalla saadaan hyvä tartuntapinta uudelle pintakäsittelylle.
Hiomatuotteiden tarkoitus on myös pinnoitteen poisto. Materiaalin poistoon tarkoitetut hiomatuotteet ovat usesasti joko kolmiuolotteisia kuten nylonkiekot tai riittävän karkeita, jotta eivät tukkeudu hiottavasta materiaalista.
Hionnan tärkein tehtävä on myös tartunnan tekeminen uudelle maalipinnalle. Hyvin puhdistettu ja karhennettu pinta on maalin tarttumisen onnistumiselle olennaisin työvaihe.
Hionnalla voidaan myös usein muotoilla maalattavaa kappaletta tai sen pintaa. Tällaisia töitä ovat esimerkiksi hitsaussaumojen tasaaminen ja erilaisten täytemateriaalien, kuten polyesterikitin, muotoilu.
Hionnalla saadaan tehtyä pohjatyöt eri karkeuksia vaihtamalla käytettävän maalin edyllyttämälle täyttötasolle. Tämä tarkoittaa että maalauksessa käytettävien maalien täyttökyky on erilainen. Paksuilla maaleilla saadaan suuriakin epätasaisuuksia ja naarmuja peitttyä, kun taas viskositeetiltaan ohuet maaalit vaativat hyvin hienon hiontapinnan, jotta pohjatyöt eivät näy lopputuloksen läpi.
Ammattikielessä puhutaan välihionnasta, jolla tarkoitetaan kahden, tai useamman maalauskerran välissä suoritettavaa hiontaa. Välihionnan tarkoitus on tasoittaa alemman täyttävän maalauskerran pinta, jotta pintamaalauksen lopputulos on sileämpi. Toinen yleinen syy välihiontaan on maalauskertojen pitkä väli, eli tuote on ollut esimerkiksi pohjavärissä useita päiviä. Uusi maali ei enää tartu liian pitkään kuivuneeseen pintaan ilman väliin tehtävää tartuntahiontaa.
Tärkeintä hiontojen onnistumiselle on, että hiottava pinta on hyvin pesty. Mikäli likaista pintaa aletaan hioa epäpuhtaudet painuu hiomanaarmujen pohjalle, joista niitä on myöhemmin hankalampi saada pesuaineella pyyhittyä pois.
Ennen maalausta tai pinnoitusta esikäsittelynä käytetään suihkupuhallusta, mekaanista hiontatyötä tai niiden yhdistelmää. Suihkupuhaltamisen tarkoitus on puhdistaa pinta ruosteesta tai vanhasta pintakäsittelystä tiettyyn puhtaustasoon ja samalla saadaan hyvä tartuntapinta uudelle pintakäsittelylle.
Hiomatuotteiden tarkoitus on myös pinnoitteen poisto. Materiaalin poistoon tarkoitetut hiomatuotteet ovat usesasti joko kolmiuolotteisia kuten nylonkiekot tai riittävän karkeita, jotta eivät tukkeudu hiottavasta materiaalista.
Hionnan tärkein tehtävä on myös tartunnan tekeminen uudelle maalipinnalle. Hyvin puhdistettu ja karhennettu pinta on maalin tarttumisen onnistumiselle olennaisin työvaihe.
Hionnalla voidaan myös usein muotoilla maalattavaa kappaletta tai sen pintaa. Tällaisia töitä ovat esimerkiksi hitsaussaumojen tasaaminen ja erilaisten täytemateriaalien, kuten polyesterikitin, muotoilu.
Hionnalla saadaan tehtyä pohjatyöt eri karkeuksia vaihtamalla käytettävän maalin edyllyttämälle täyttötasolle. Tämä tarkoittaa että maalauksessa käytettävien maalien täyttökyky on erilainen. Paksuilla maaleilla saadaan suuriakin epätasaisuuksia ja naarmuja peitttyä, kun taas viskositeetiltaan ohuet maaalit vaativat hyvin hienon hiontapinnan, jotta pohjatyöt eivät näy lopputuloksen läpi.
Ammattikielessä puhutaan välihionnasta, jolla tarkoitetaan kahden, tai useamman maalauskerran välissä suoritettavaa hiontaa. Välihionnan tarkoitus on tasoittaa alemman täyttävän maalauskerran pinta, jotta pintamaalauksen lopputulos on sileämpi. Toinen yleinen syy välihiontaan on maalauskertojen pitkä väli, eli tuote on ollut esimerkiksi pohjavärissä useita päiviä. Uusi maali ei enää tartu liian pitkään kuivuneeseen pintaan ilman väliin tehtävää tartuntahiontaa.
Tärkeintä hiontojen onnistumiselle on, että hiottava pinta on hyvin pesty. Mikäli likaista pintaa aletaan hioa epäpuhtaudet painuu hiomanaarmujen pohjalle, joista niitä on myöhemmin hankalampi saada pesuaineella pyyhittyä pois.
3. HIOMATUOTTEEN RAKENNE JA P-KARKEUSLUOKITUS
Hiomatuotteita valmistetaan useille erilaisille pohjamateriaaleille kuten pareri, kangas, verkko ja muovifilmi. Joidenkin hiomatuotteiden pohjamateriaaliin lisätään koneellisen hionnan kiinnitystä varten tarkoitetttu liima- ta tarrapinta. Maalaamossa yleisimmin käytetyssä hiomapaperissa mineraali on alumiinioksidi. Muita synteettisiä mineraaleja, joita hiomatuotteissa käytetään, ovat alumiini-zirkoni, keraaminen alumiini cubitron, piikarbidi ja teollisuustimantti. Hiomatuotteen valmistuksen tärkeitä elementtejä ovat myös mineraalin kiinnitysliima alustaan, sekä tukiliima, jonka tehtävä on sitoa mineraali pysymään paikoillaan hionnassa. Kuivahiontapaperit pinnotetaan lopuksi stearaatilla, joka estää paperin tukkeutumisen hiomapölystä.
Leikkauskuva hiomapaperista.
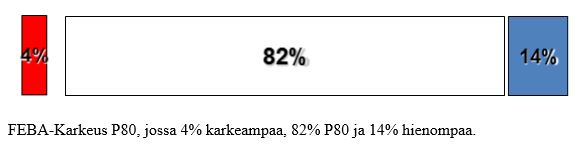
- P-karkeusluokitus on FEBA organisaation kuuluvien hiomatuotevalmistajien sitoumus valmistaa hiomatuotteensa FEBA normiston mukaisesti.
- Normin mukaan P-karkeudessa saa olla enintään 4% karkeampaa hiomajyvää.
Karkeusmerkintä perustuu laskutapaan jossa neliötuuman sivu jaetaan P-karkeudella. Esimerkiksi P24 tarkoittaa että neliötuuman alueella on 576 hiomajyvää. Karkeuteen P220 saakka hiomajyvät seulotaan mekaanisesti. Hienommissa karkeuksissa käytetään segmenttiseulontaa, jossa hiomajyvät upotetaan glykooliliuokseen, jossa eri karkeudet voidaan erotella kerroksittain.
4. KUIVA- JA VESIHIONNAN KARKEUSVERTAILU
Hiomapaperin jättämää naarmua mitataan mikroneissa. Samalla P-karkeudella merkityt tuotteet saattavat jättää eri syyvyyksistä naarmua. Vesihiontaa suoritetaan yleisesti käsihiontana, kun taas kuivahiontaa tehdään epäkeskohiontakoneella. Näiden kahden tuotteen lopputulos naarmun syvyyden osalta on hyvin erilainen, vaikka P-karkeus on sama.
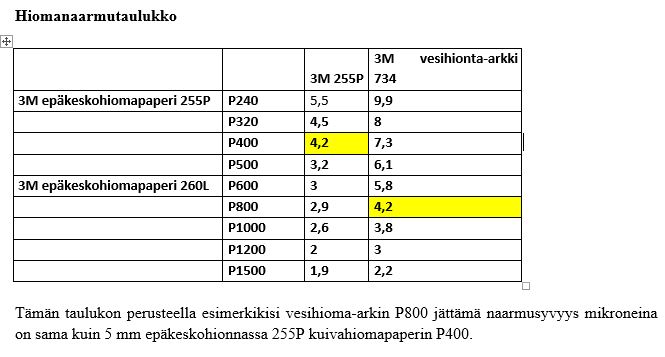
Yleisen teollisuusstandardin mukaan suorakiiltomaaleilla karkein hiomanaarmu on 5 mikronia ja värimassa + kirkaslakalle 4 mikronia, nykyisillä vesiohenteisilla automaaleilla se on vielä tätäkin hienompi. Maalin valmistajalta löytyy usein P-karkeus luokitus, jolla hionta suositellaan tekemään.
Kuivahionnassa on monia tekijöitä, jotka vaikuttavat hiomanaarmun syvyyteen. Syvyyteen vaikuttaa esim. epäkeskohiomakoneen liikkeen suuruus. Yleisesti 2-4mm liikkeellä olevat hiomakoneet ovat tarkoitettu hienoilla karkeuksilla tehtävään mattaushiontaan, koska ne jättävät hienompaa naarmua mutta ovat tehottomia maalinpoistossa tai polyesteripakkelin muotoilussa. Epäkeskohiomakoneet, jotka ovat 5-6mm liikkeellä, ovat hyviä yleiskoneita karkeasta pohjahionnasta lopulliseen viimeistelyhiontaan. Teho on kohtuullisen riittävä karkeammissa karkeuksissa, mutta liike on vielä riittävän pientä hienoissa karkeusissa. Pyörivät ja 7 – 10 mm:n epäkeskohiontakoneet ovat nopeita karkean pään hionnassa., kuten maalinpoistossa ja isojen kittausten oikaisuhionnoissa. Niitä ei kuitenkaan ole suositeltavaa käyttää hienoissa karkeuksissa, koska naarmun näkyminen lopputuloksessa, isosta liikkeestä johtuen, saattaa muodostua ongelmaksi.
Muita Hiomanaarmun syvyyteen vaikuttavia tekijöitä ovat koneen pohjan kovuus, työntekijän käyttämä hiontatekniikka, sekä hiottavan pinta.
Kuivahionnassa on monia tekijöitä, jotka vaikuttavat hiomanaarmun syvyyteen. Syvyyteen vaikuttaa esim. epäkeskohiomakoneen liikkeen suuruus. Yleisesti 2-4mm liikkeellä olevat hiomakoneet ovat tarkoitettu hienoilla karkeuksilla tehtävään mattaushiontaan, koska ne jättävät hienompaa naarmua mutta ovat tehottomia maalinpoistossa tai polyesteripakkelin muotoilussa. Epäkeskohiomakoneet, jotka ovat 5-6mm liikkeellä, ovat hyviä yleiskoneita karkeasta pohjahionnasta lopulliseen viimeistelyhiontaan. Teho on kohtuullisen riittävä karkeammissa karkeuksissa, mutta liike on vielä riittävän pientä hienoissa karkeusissa. Pyörivät ja 7 – 10 mm:n epäkeskohiontakoneet ovat nopeita karkean pään hionnassa., kuten maalinpoistossa ja isojen kittausten oikaisuhionnoissa. Niitä ei kuitenkaan ole suositeltavaa käyttää hienoissa karkeuksissa, koska naarmun näkyminen lopputuloksessa, isosta liikkeestä johtuen, saattaa muodostua ongelmaksi.
Muita Hiomanaarmun syvyyteen vaikuttavia tekijöitä ovat koneen pohjan kovuus, työntekijän käyttämä hiontatekniikka, sekä hiottavan pinta.

Epäkeskokoneella tehty hionta jättää hienompaa naarmua, kuin samalla hiomatuotteella tehty käsinhionta. Hiomakoneesta ei ole hyvä irroittaa hiomakiekkoa hioakseen ne kohdat joihin koneella ei päässyt. Käsinhionnassa on käytettävä saman naarmusyvyyden saavuttamiseksi yhtä tai mielummin jopa kahta karkeutta hienompaa käsihiomatuottetta, joka on yleensä myös pehmeäselkäinen. Pehmeä selkämateriaali estää sormenpäiden aiheuttaman epätasaisen paineen ja jäljen lopputuloksessa.


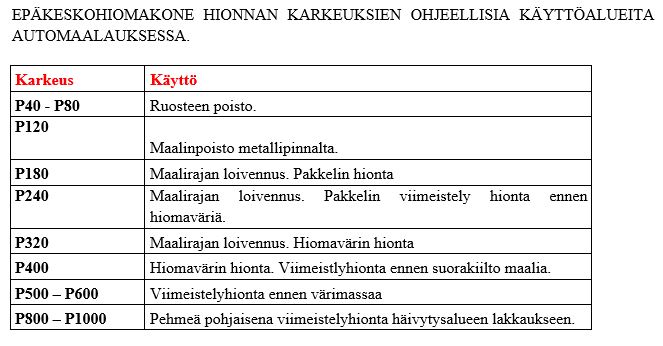
Teollisuusmaalauksessa, jossa hiotaan paksua rautaa, on hiontakarkeuksien käyttö huomattavasti karkeampaa. Suorakiiltomaalilla kuten esimerkiksi polyuretaanilla maalattaessa mattaushionta tehdään karkeuksilla P240 – P320. Yleinen ohje karkeuksien vaihdoissa on, että yli sadan P-karkeuden hyppyjä ei tehdä, koska silloin hienompi karkeus ei enään poista karkeamman karkeuden naarmua.
6. YHTEENVETO
Hiomatuotteiden valmistajat jatkavat tuotekehittelyään sekä kone- ja kuivahiontassa. Nykyisin varsinkin ennen ongelmakohtana olleet hienonpään karkeudet ovat saavuttaneet todella pitkäikäisen ja korkealaatuisen hiontatehon. Tämän ansiosta kuivahionnan käyttö on perusteltua. Tulevaisuudessa tuotantotehokkuus niin maalaamon kilpailukyvylle, kuin työntekijän palkkauperusteelle, tulee olemaan olennainen osa menestystä.
Maalaamoiden laitteistot tulevat kehittymään tulevaisuudessa erityisesti pohjatyöpuolella, mikä mahdollistaa vieläkin tehokkaamman töiden läpimenon. Tästä syystä maalarinkin tulee pyrkiä käyttämissään laitteissa sekä tekniikoissa mahdollisimman optimaalisiin ja tehokkaisiin työmenetelmiin.
Hiomatuotteiden valmistajat jatkavat tuotekehittelyään sekä kone- ja kuivahiontassa. Nykyisin varsinkin ennen ongelmakohtana olleet hienonpään karkeudet ovat saavuttaneet todella pitkäikäisen ja korkealaatuisen hiontatehon. Tämän ansiosta kuivahionnan käyttö on perusteltua. Tulevaisuudessa tuotantotehokkuus niin maalaamon kilpailukyvylle, kuin työntekijän palkkauperusteelle, tulee olemaan olennainen osa menestystä.
Maalaamoiden laitteistot tulevat kehittymään tulevaisuudessa erityisesti pohjatyöpuolella, mikä mahdollistaa vieläkin tehokkaamman töiden läpimenon. Tästä syystä maalarinkin tulee pyrkiä käyttämissään laitteissa sekä tekniikoissa mahdollisimman optimaalisiin ja tehokkaisiin työmenetelmiin.

